
【新品发布,视频先行!】激光切割机【激光切割机1500w】打造好品质产品,等你来探!
以下是:激光切割机【激光切割机1500w】打造好品质的图文介绍

如何去选择购买实用的光纤激光切割机? 从以下几个方向去选择合适的光纤激光切割机。
1、机器用途。一般用来切割加工金属材料的机器,激光器功率起码也要达到500W左右,假如是切割厚金属材料的话,那么激光器的选择也要达到千W级别的,一般国外的激光器特别是连续的激光器,用来切割效果长短常好的。假如用来切割加工非金属的话,50W的脉冲激光器就足以。
2、软件系统。软件系统是由激光切割机出产厂家所提供的,而大的公司会有专业的技术部分来开发进级更新CUT软件方面,其上风不问可知,更好的与硬件方面相兼容,完美的匹配在一起,可以让功能 化的完善,例如高能激光就是自主开发了CUT软件,所以机器方面的契合比较不错。而小公司的购买的大中型软件,精度差,兼容性差,还有其他弱势方面。
3、光学器械。光学器材方面波长,半反镜,全反镜,折射镜,这样就可以选择专业的激光切割头。
4、耗材配件。在所有配件之中,激光器 是重要的,一台激光切割机的核心也是在激光器方面,其次也就偶然有点光隔离器,氙灯方面啊,机械控制台,还有一些水冷设备。
5、售后服务方面,高能激光在全国各地都有办事处,可以在任何一个地方能够的响应客户,这样的售后服务,是一般小公司所达不到的。


目前,光纤激光切割机相比CO2激光切割机具有很大的优势,逐渐成为现在加工市场比较热门的切割设备,切割工艺在钣金加工中是很基基础的一个过程。那么是什么原因使得光纤激光切割机占有这么大的市场呢?下面我们就来给大家详细分析一下。
首先,我们要先了解光纤激光切割机的工作原理,光纤激光切割机是有激光器将电能转化为光能的一个装置,其电光转化率为30%。然后在通过切割头将高能量的光集中照射在板材表面,其接触光的部分板材瞬间气化,应用数控程序位移达到切割的效果。从本质上来讲,激光加工属于热切割,相比传统的剪板,冲床等机器,具有变形小的效果。
那么从客户考虑,光纤激光切割机的优势主要体现在以下几个方面.
1.经济性;光纤激光切割机在使用上除了一部分的电费,以及耗材费用,没有其他的开销,仅需一个人操作就可以。无论是大批量还是小批量生产都能够满足。如果传统冲床相比的话,还需要开模的费用,产品单一,如果需要更换产品形状,需要重新开模。然而激光切割机的灵活性很好的解决了这个问题,只需要输入图纸到程序,就能轻松加工出来。
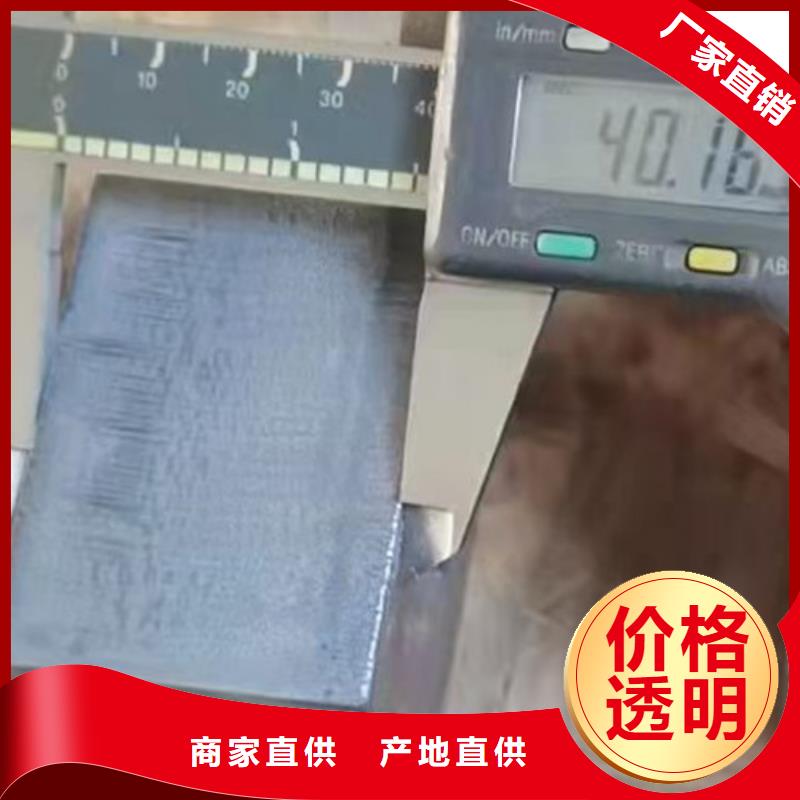
2.实用性;光纤激光切割机切割工件出来的精度高, 能达到3个丝以内的精度,与传统加工工具相比,其省去了二次打磨加工的工序,减少人员工作量,缩短交期。除此之外,其加工材料,以及厚度都是非常的广泛的,切割不锈钢,铜铝,碳钢以及铝合金等等都是没问题的,量产厚度目前覆盖在50mm以内是可行的。
3.效率性;效率决定经济效益,光纤激光切割机切割速度能够达到百米每分钟,也就是说完成一个小工件的效率就是几秒钟一个,相比等离子或者线切割等传统设备,激光的切割速度可是要快多了。
选择光纤激光切割机,一定要选择可靠的品牌,武汉华宇诚数控科技有限公司生产制造的激光切割设备品种多,幅面选择新广,多年的行业经验以及售后服务是大家值得信赖的品牌。



华宇诚数控科技有限公司(松江分公司)专注于 光纤激光切割机3000w的生产、销售。伴随着行业技术的不断革新与应用发展,公司始终走在行业前端,以市场为导向,为客户创造价值,经过多年发展公司现拥有完善的仓储服务保障体系,可做规格齐全,常备库存,现货直发,现场指导,满足全国客户需求。


金属激光切割机与其他切割工艺之比较 与其他热切割方法相比,同样作为热切割过程,别的方法不能象激光束那样作用于一个极小的区域,结果导致切口宽、热影响区大和明显的工件变形。金属激光切割机能切割非金属,而其它热切割方法则不能。
(1)水切割。可切割许多金属材料,但费用很高。
(2)等离子切割。切割速度明显快于氧乙炔切割,但切割质量较差,切边顶部呈圆头状,切边明显起波浪形,还要防止电弧产生的紫外线辐射。它稍优于激光切割机之处在于适合切割较厚钢板和对光束反射率高的铝合金等。
(3)锯切。切割薄金属,其速度明显比激光切割慢,而且激光作为一个灵活的无接触、仿形切割工具,可从材料的任何一点开始切向任何方向切割。这一点,锯切是难以做到的。
(4)复杂零件分段冲切。一般情况下,冲床经常要冲切比模具尺寸大得多的工件,有些工件还很复杂,这就导致切边呈许多小贝壳状刃口,需要第二次预备性加工整修。另外冲头会形成比激光切割机宽得多的切口,产生大量铁屑。
(5)模冲。大量生产零件用模冲方法成本低,生产周期短。但它对设计上的变化的适应性很差,新的模具需要长时间设计,造价高,对中、小规模的生产来说,激光切割的特点就会充分显示。另外,激光程控切割便于工件紧密编排,节省材料,而模冲则需要每个工件周围预留材料。
(6)电加工。一般,有利用电腐蚀或熔解效应的电火花和电化学加工两种方法,用于坚硬材料的精细加工,切口粗糙度较好,但切割速度要比激光切割机速度慢几个数量级。
(7)氧-可燃体(如乙炔)切割。这种方法主要用于切割低碳钢,由于它热输入影响大,切割速度低,很少被用来切割20MM以下要求尺寸的材料。


